

Produzione di presse piegatrici CNC di alta qualità
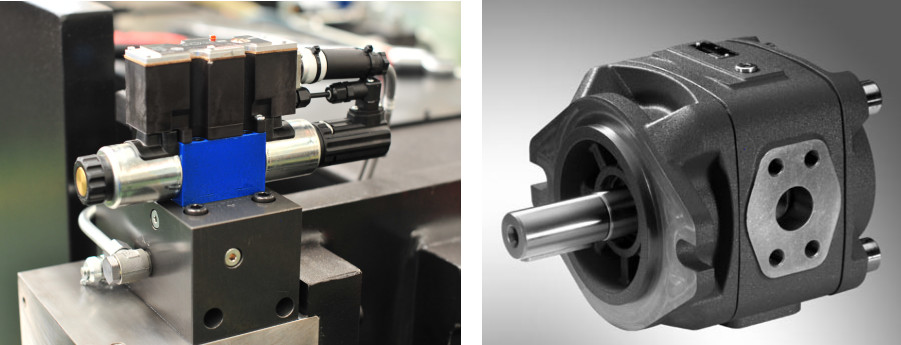
1. Il sistema elettroidraulico viene adottato per controllare i due cilindri al fine di ottenere un'elevata precisione di controllo sincronizzato, un'elevata precisione di piegatura e una precisione di riposizionamento.
2. Il sistema di compensazione automatica della deflessione meccanica viene adottato per risolvere l'influenza della deformazione del cursore durante il processo di piegatura sulla qualità del pezzo. L'entità della compensazione viene regolata automaticamente dal sistema CNC per garantire la precisione.
(1) La macchina è compensata da una struttura di regolazione bidirezionale, che può soddisfare la compensazione della direzione trasversale e longitudinale della macchina.
(2) Il metodo di compensazione a punti densi viene adottato per rendere più accurata la precisione della piegatura.
(3) la compensazione della piegatura dello stesso spessore della piastra una volta in posizione, a differenza della compensazione idraulica e del movimento avanti e indietro della struttura, la compensazione meccanica riduce notevolmente la deformazione da fatica del banco di lavoro della macchina utensile, migliorandone la durata;
(4) Utilizzare un riduttore speciale e un potenziometro ad alta precisione per controllare accuratamente la precisione della compensazione.
(5) A differenza della struttura a tre piastre del piano di lavoro a compensazione idraulica, questo dispositivo adotta un design del piano di lavoro a piastra singola, che può prevenire efficacemente le interferenze nella piegatura del pezzo.
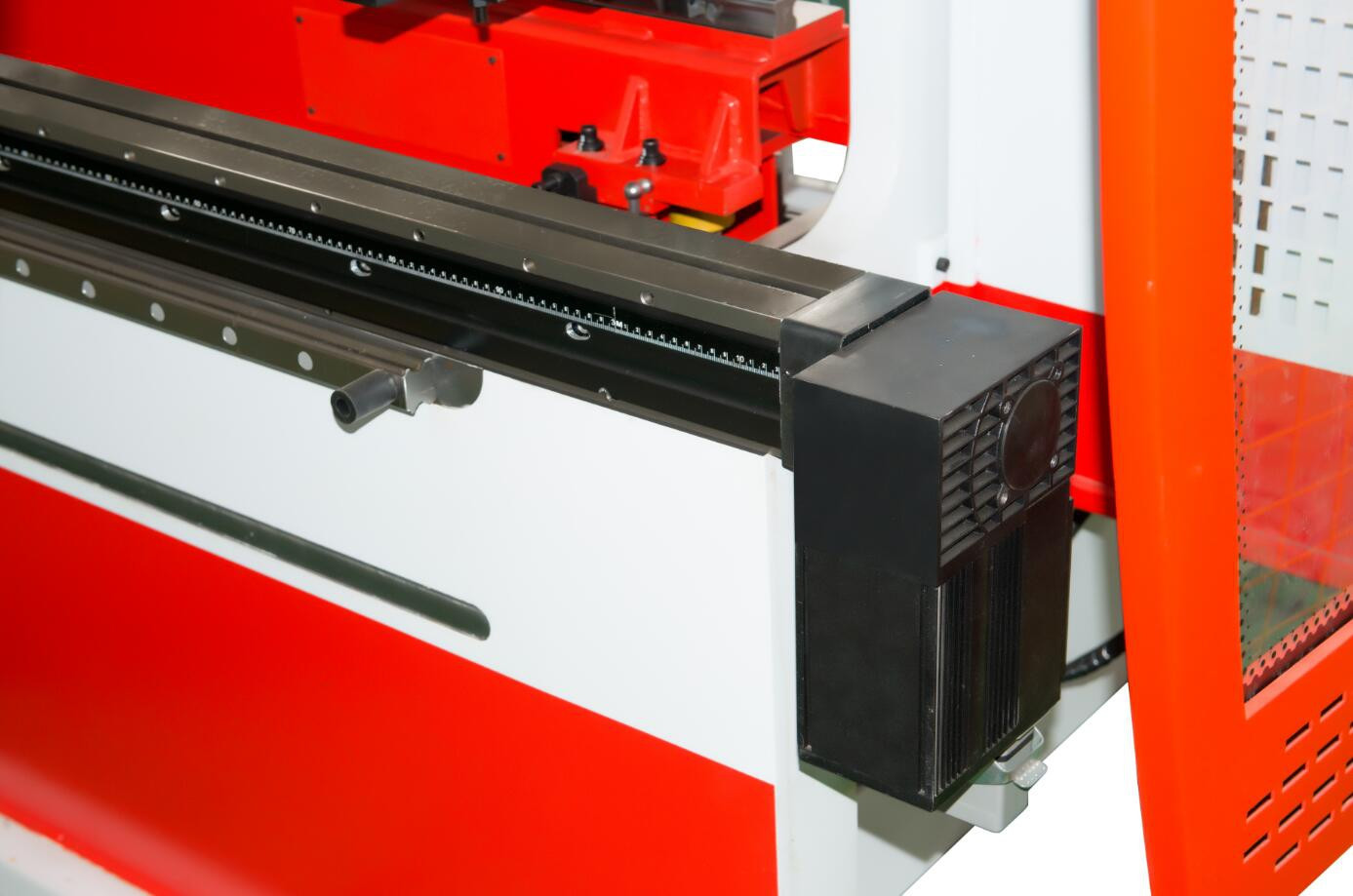
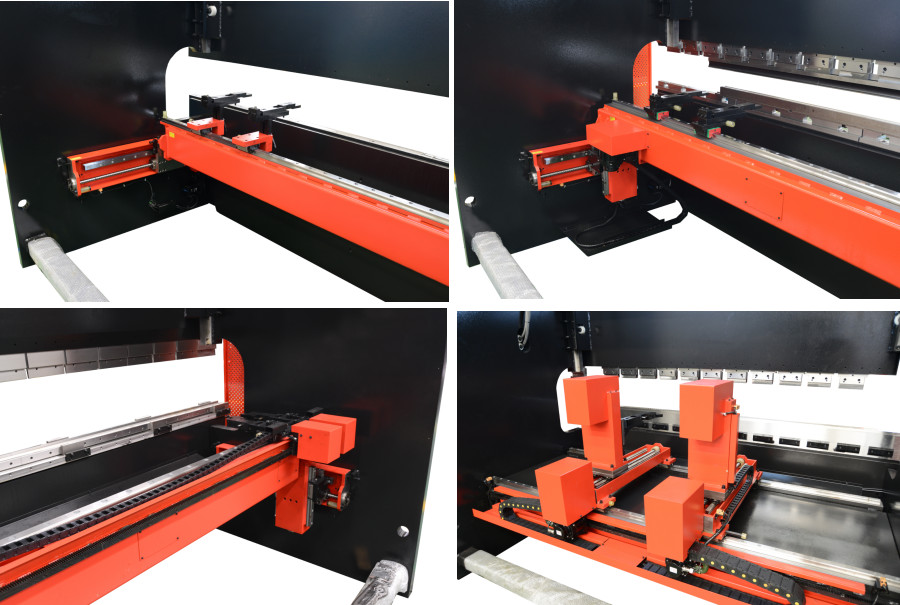
3. Registro posteriore multifunzionale espandibile a 6 assi, ovvero assi X1 e X2 per il movimento avanti e indietro, assi R1 e R2 per il movimento verticale e assi Z1 e Z2 per il movimento orizzontale. La piegatura del pezzo può essere realizzata in modo flessibile.
4. Il telaio viene assemblato in un'unica fase dopo la saldatura, ed è lavorato da un centro di lavoro pentaedrico CNC, garantendo la rigidità e la precisione di lavorazione del telaio.
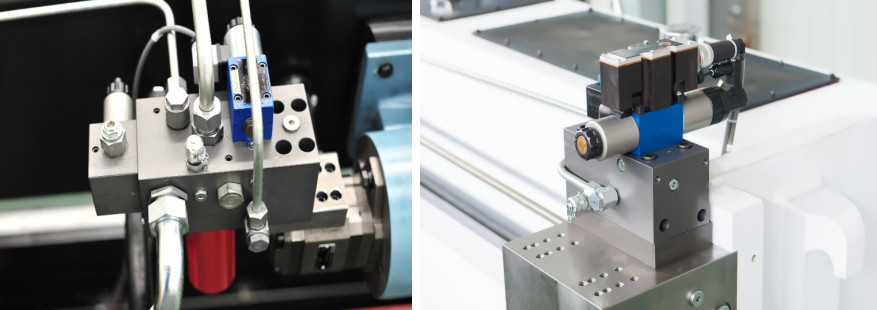
5. Il sistema di controllo idraulico integrato riduce la lunghezza delle tubazioni, evitando così perdite d'olio e migliorando la stabilità delle prestazioni; inoltre, l'aspetto della macchina risulta più gradevole.

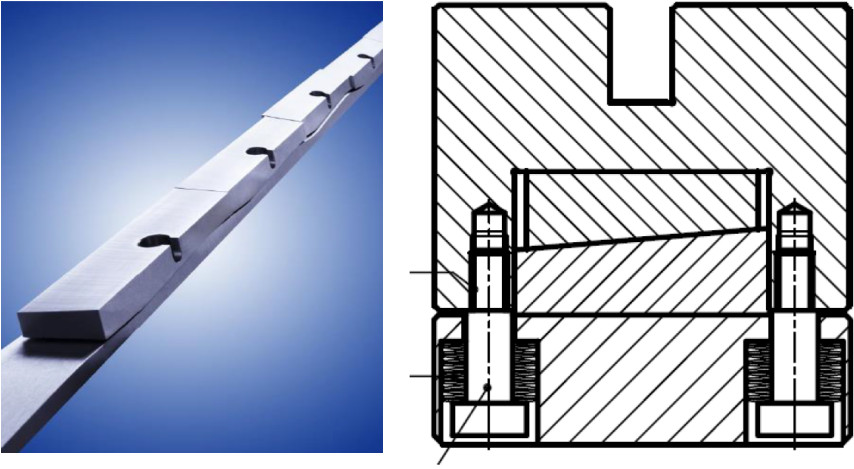
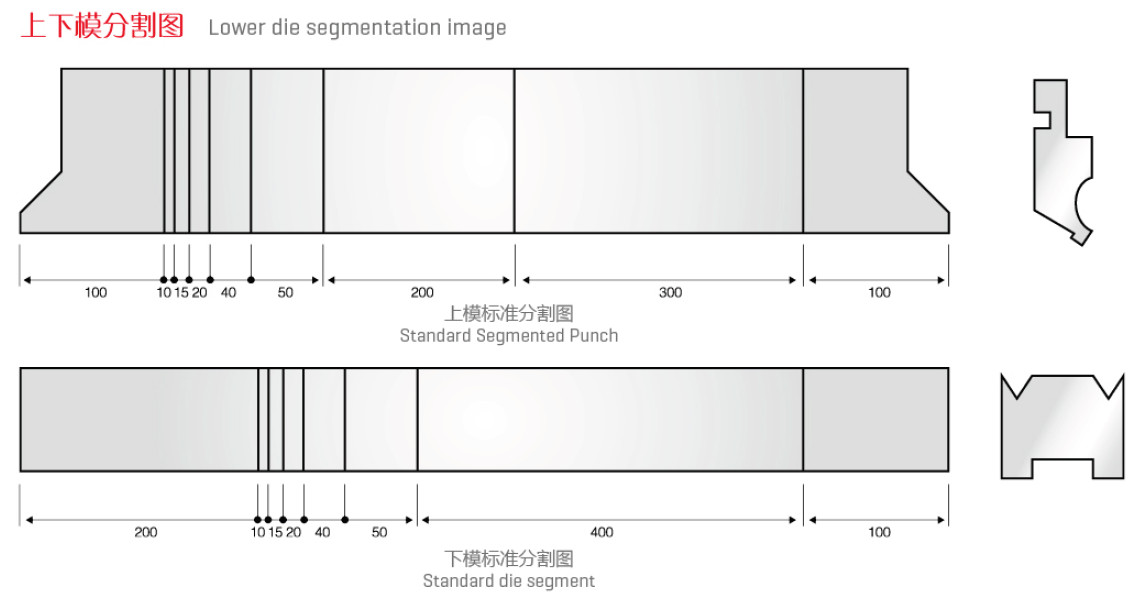
6. Il punzone segmentato può essere combinato con una certa lunghezza a seconda delle esigenze di piegatura del pezzo speciale.
7. Il bloccaggio automatico idraulico del punzone o il bloccaggio rapido meccanico possono essere equipaggiati come optional per ridurre il carico di lavoro e migliorare l'efficienza operativa.

8. Il sistema CNC adotta il sistema CNC Delem. Questo sistema CNC è dotato di circuiti elettronici di ultima generazione, display TFT a colori ad alta risoluzione e menu multilingue. Si tratta di un sistema di controllo di prima classe per piegatrici a livello internazionale.
9. Il dispositivo di compensazione della gola di tipo C è installato sotto la gola della macchina utensile ed è collegato al dispositivo di rilevamento. La piccola deformazione dovuta alla forza di piegatura non influisce sulla precisione di misurazione del sistema e garantisce la precisione di piegatura di lamiere di qualsiasi spessore e materiale.
10. Il supporto anteriore e la guida interna facilitano il movimento


Sistema di controllo CNC Delem DA66T con livello di competenza internazionale avanzato
1. Sistema operativo WINDOWS® completo, in grado di realizzare lo spegnimento immediato del computer;
2. Selezione di più lingue con funzionamento intuitivo;
3. Design dall'aspetto alla moda con un funzionamento orientato alle persone;
4. Struttura modulare intelligente, il sistema può essere esteso fino a 24 assi;
5. Display LCD TFT a colori reali da 17", programmazione grafica 2D;
6. PLC integrato per ridurre la complessità della progettazione dei circuiti e aumentare l'affidabilità;
7. Porta USB per mouse, porta per tastiera;

8. Accumulo automatico del tempo di lavoro della macchina e dei tempi di piegatura;
9. Compilazione automatica della procedura di piegatura e simulazione della piegatura;
10. Zoom senza ingrandimento dell'aspetto della macchina, dell'utensile e del pezzo in lavorazione con un rapporto di 1:1:1 in formato grafico;
11. Metodi digitali, grafici e di altro tipo per la programmazione degli stampi: stampi piani, stampi ad arco grande, stampi a scanalature a V multiple, stampi a scanalature a V variabili;
12, database di correzione automatica dell'angolo, tabella di tolleranza di flessione autoapprendente e funzione di rilevamento delle collisioni omnidirezionali, eliminazione dei prodotti di scarto;
13. Sistema di allarme errori per evitare malfunzionamenti;
14. Capacità di memoria 1G
15. Diagnosi a distanza;
16. Software di analisi specifico per la macchina, monitoraggio in tempo reale;
17. Software di programmazione offline specifici possono ridurre i tempi di programmazione e aumentare l'efficienza;
18. Sistema di gestione file integrato, editor di testo;
19. Funzionamento in tandem;
20. Il pannello operativo è dotato di pulsante di arresto di emergenza, cursore di azionamento manuale e accorgimenti ergonomici.
Sistema T-3500TCNC
1. Utilizza il sistema operativo WINDOWS in tempo reale, in grado di realizzare lo spegnimento istantaneo;
2 opzioni linguistiche, è possibile impostare l'interfaccia in inglese, facile da usare;
3 design alla moda, facile da usare, che riflette l'attenzione alle persone;
4 assi standard, moduli aggiuntivi, supporta fino a sei assi;
Schermo TFT a colori reali da 5,10", touchscreen LCD, multi-touch, programmazione grafica bidimensionale, visualizzazione 3D;
6 funzioni PLC integrate, riducono la complessità della progettazione dei circuiti e aumentano l'affidabilità;
7. Interfaccia mouse USB, interfaccia tastiera;
8 ore di funzionamento automatico e tempi di piegatura;
9, programmazione digitale e grafica 2D full touch, visualizzazione 3D del processo di piegatura, compilazione automatica del processo di piegatura e simulazione di piegatura;
10. La forma della macchina, lo stampo e il pezzo in lavorazione possono essere ingranditi liberamente in scala 1:1:1 in base alla grafica.

11. Programmazione digitale, grafica e di altro tipo degli stampi, stampo piatto, stampo ad arco circolare di grandi dimensioni, stampo a scanalature a V multiple, stampo a scanalature a V variabili;
12. Sistema di allarme errori per evitare malfunzionamenti;
13. Capacità di memoria 1G
14. Software di analisi specifico per la macchina, monitoraggio in tempo reale;
15. Sistema di gestione file integrato, editor di testo;
16. Funzionamento in tandem;
17. Il pannello di controllo è dotato di pulsante di arresto di emergenza, cursore di azionamento manuale e accorgimenti ergonomici.
Pressa piegatrice CNC; pressa piegatrice CNC; macchina piegatrice CNC; pressa piegatrice idraulica CNC; pressa piegatrice CNC in vendita; freno CNC; piegatrice idraulica per lamiera; macchina piegatrice idraulica CNC; piegatrice per lamiera CNC; pressa piegatrice Accurl in vendita; freno per metallo CNC; macchina piegatrice; macchina piegatrice idraulica CNC; macchina piegatrice
Sistema CNC Holland DELEM DA52
1. Utilizzando il sistema operativo WINDOWS in tempo reale, è possibile realizzare lo spegnimento istantaneo.
2. Selezione di più lingue con funzionamento intuitivo;
3. Design dall'aspetto alla moda con un funzionamento orientato alle persone;
4. Struttura modulare intelligente, il sistema può estendere i 4 assi in modo flessibile
5. Display LCD TFT da 7 pollici;
6. PLC integrato per ridurre la complessità della progettazione dei circuiti e aumentare l'affidabilità;
7. Porta USB per mouse, porta per tastiera, porta RS232, porta di sicurezza per PLC;
8. Accumulo automatico del tempo di lavoro della macchina e dei tempi di piegatura;
9. Programmazione digitale;
10. Programmazione dello stampo in modalità digitale;
11. Il database per la correzione automatica dell'angolo;
12. Sistema di avviso di errore per prevenire malfunzionamenti;
13, la capacità di memoria è di 64 MB;
14. Software di analisi specifico, monitoraggio in tempo reale;
15. Operazione in tandem;
16. Il pannello operativo è dotato di pulsante di arresto di emergenza.

Sistema CNC Holland DELEM DA53
1. Utilizzando il sistema operativo DELEM-LINUX, è possibile realizzare lo spegnimento istantaneo.
2. Selezione di più lingue con funzionamento intuitivo;
3. Design dall'aspetto alla moda con un funzionamento orientato alle persone;
4. Struttura modulare intelligente, il sistema può estendere i 4 assi in modo flessibile
5. Display LCD TFT da 10";
6. PLC integrato per ridurre la complessità della progettazione dei circuiti e aumentare l'affidabilità;
7. Porta USB per mouse, porta per tastiera, porta RS232, porta di sicurezza per PLC;
8. Accumulo automatico del tempo di lavoro della macchina e dei tempi di piegatura;
9. Programmazione digitale touch;
10. Programmazione dello stampo in modalità digitale;
11. Il database per la correzione automatica dell'angolo;
12. Sistema di avviso di errore per prevenire malfunzionamenti;
13, la capacità di memoria è di 64 MB;
14. Software di analisi specifico, monitoraggio in tempo reale;
15. Sistema di gestione file integrato, editor di testo
16. Operazione in tandem;
17. Il pannello operativo è dotato di pulsante di arresto di emergenza.

| NO. | Descrizione | Quantità | Osservazione |
| 1 | File operativi | Un set | |
| 2 | Chiave a bussola esagonale interna | Un set | |
| 3 | Pistola per grasso | Uno n. | |
| 4 | Bullone di messa a terra | Un set | |
| 5 | Bullone di regolazione | Un set | |
| 6 | Controllo del piede | Uno n. | |
| 7 | Attrezzatura standard | Un set |
1. Olio idraulico: olio idraulico antiusura VG46# importato; la massa di olio necessaria dipende dalle specifiche della macchina;
2. Alimentazione: 380 V, 50 Hz, fluttuazione di tensione 10%-5%
3. Temperatura ambiente: 0°C - +40°C
4. Umidità ambientale: umidità relativa 20-80%UR (senza condensa)
5. Tenere lontano da fonti di forti vibrazioni e interferenze elettromagnetiche.
6. Poca polvere, nessun gas nocivo o corrosivo.
7. Preparare le fondamenta secondo il disegno delle fondamenta
8. Selezionare il personale idoneo con un determinato livello di istruzione per un incarico a lungo termine come operatore di macchinari.
| NO. | Descrizione | Quantità | Osservazione |
| 1 | File operativi | Un set | |
| 2 | Chiave a bussola esagonale interna | Un set | |
| 3 | Pistola per grasso | Uno n. | |
| 4 | Bullone di messa a terra | Un set | |
| 5 | Bullone di regolazione | Un set | |
| 6 | Controllo del piede | Uno n. | |
| 7 | Attrezzatura standard | Un set |
60T
| Specifiche | Unità | PR9 060/2550 | |
| Forza di flessione massima | KN | 600 | |
| Lunghezza massima di curvatura | mm | 2550 | |
| Distanza colonna | mm | 2150 | |
| Profondità della gola | mm | 350 | |
| Colpo di Ram | mm | 215 | |
| Altezza chiusa | mm | 530 | |
| Velocità di avvicinamento | mm/s | 200 | |
| Velocità di lavoro | mm/s | 18 | |
| Velocità di ritorno | mm/s | 200 | |
| Alimentazione del motore principale | Kw | 7.5 | |
| Sistema CNC | Sistema CNC Holland Delem DA66T, DA52S, DA53T o T-3500T per il controllo degli assi Y1, Y2, X, R, Z1, Z2 e della bombatura meccanica. | ||
| Capacità del serbatoio dell'olio | L | 300 | |
| X Asse | Precisione | mm | ±0,1 |
| Colpo | mm | 500 | |
| Velocità | mm/s | 400 | |
| Energia | Kw | 0,85 | |
| R Asse | Precisione | mm | ±0,1 |
| Colpo | mm | 200 | |
| Velocità | mm/s | 200 | |
| Energia | Kw | 0,85 | |
| Z1,Z2 Asse | Precisione | mm | ±0,1 |
| Colpo | mm | 1250 | |
| Velocità | mm/s | 1200 | |
| Energia | Kw | 0,75 | |
| Dimensioni del contorno | Lunghezza | mm | 3400 |
| Larghezza | mm | 1400 | |
| Altezza | mm | 2510 | |
100T
| Specifiche | Unità | PR9 100/3100 | PR9 100/4100 | |
| Forza di flessione massima | KN | 1000 | 1000 | |
| Lunghezza massima di curvatura | mm | 3100 | 4100 | |
| Distanza colonna | mm | 2700 | 3700 | |
| Profondità della gola | mm | 420 | 420 | |
| Colpo di Ram | mm | 265 | 265 | |
| Altezza chiusa | mm | 530 | 530 | |
| Velocità di avvicinamento | mm/s | 220 | 220 | |
| Velocità di lavoro | mm/s | 17 | 13 | |
| Velocità di ritorno | mm/s | 220 | 150 | |
| Alimentazione del motore principale | Kw | 15 | 11 | |
| Sistema CNC | Sistema CNC Holland Delem DA66T, DA52S, DA53T o T-3500T per il controllo degli assi Y1, Y2, X, R, Z1, Z2 e della bombatura meccanica. | |||
| Capacità del serbatoio dell'olio | L | 350 | 500 | |
| X Asse | Precisione | mm | ±0,1 | ±0,1 |
| Colpo | mm | 500 | 500 | |
| Velocità | mm/s | 400 | 400 | |
| Energia | Kw | 0,85 | 0,85 | |
| R Asse | Precisione | mm | ±0,1 | ±0,1 |
| Colpo | mm | 200 | 200 | |
| Velocità | mm/s | 200 | 200 | |
| Energia | Kw | 0,85 | 0,85 | |
| Z1,Z2 Asse | Precisione | mm | ±0,1 | ±0,1 |
| Colpo | mm | 1850 | 2800 | |
| Velocità | mm/s | 1200 | 1200 | |
| Energia | Kw | 0,75 | 0,75 | |
| Dimensioni del contorno | Lunghezza | mm | 3450 | 4450 |
| Larghezza | mm | 1600 | 1600 | |
| Altezza | mm | 2750 | 2710 | |
150T
| Specifiche | Unità | PR9 150/3100 | PR9 150/4100 | |
| Forza di flessione massima | KN | 1500 | 1500 | |
| Lunghezza massima di curvatura | mm | 3100 | 4100 | |
| Distanza colonna | mm | 2700 | 3700 | |
| Profondità della gola | mm | 420 | 420 | |
| Colpo di Ram | mm | 265 | 265 | |
| Altezza chiusa | mm | 530 | 530 | |
| Velocità di avvicinamento | mm/s | 180 | 180 | |
| Velocità di lavoro | mm/s | 11 | 11 | |
| Velocità di ritorno | mm/s | 150 | 150 | |
| Alimentazione del motore principale | Kw | 15 | 15 | |
| Sistema CNC | Sistema CNC Holland Delem DA66T, DA52S, DA53T o T-3500T per il controllo degli assi X, Y1, Y2, R, Z1, Z2 e della bombatura meccanica. | |||
| Capacità del serbatoio dell'olio | L | 440 | 600 | |
| Numero di serbatoi di olio | NO. | 3 | 4 | |
| X Asse | Precisione | mm | ±0,10 | ±0,1 |
| Colpo | mm | 500 | 500 | |
| Velocità | mm | 500 | 400 | |
| Energia | kw | 0,85 | 0,85 | |
| R Asse | Precisione | mm | ±0,10 | ±0,1 |
| Colpo | mm | 200 | 200 | |
| Velocità | mm | 200 | 200 | |
| Energia | kw | 0,85 | 0,85 | |
| Z1,Z2 Asse | Precisione | mm | ±0,10 | ±0,1 |
| Velocità | mm | 1200 | 1200 | |
| Colpo | mm | 1850 | 2800 | |
| Energia | kw | 0,75 | 0,75 | |
| Dimensioni del contorno | Lunghezza | mm | 3470 | 4470 |
| Larghezza | mm | 1720 | 1720 | |
| Altezza | mm | 2700 | 2710 | |
PR9 060
| NO. | Nome | Modello | Marca | |
| 1 | Sistema CNC | Sistema CNC DA66T/T-3500T/DA52S o DA53T | Olanda DELEM | |
| 2 | Servomotore | ECMA-E21315RS/SGM7G-09AFC61 | DELTA O YASAKAWA | |
| 3 | Azionamento servo | ASD-B2-1521-B/SGD7S-7R6A00A002 | DELTA O YASAKAWA | |
| 4 | Sistema idraulico | Sistema elettroidraulico | Germania Bosch-Rexroth o Germania HOERBIGER | |
| Gruppo di controllo della sincronizzazione | a. valvola di pressione | |||
| b. valvola attiva | ||||
| c. servovalvola proporzionale ecc. | ||||
| gruppo di comando idraulico | a. valvola a cartuccia | |||
| b) valvola di pressione proporzionale | ||||
| c. valvola selettrice | ||||
| d. valvola di decompressione proporzionale | ||||
| e. valvola di pressione ecc. | ||||
| 5 | Guida lineare | 35A---760L OPPURE 35E-760L | THK O PMI | |
| 6 | Vite a ricircolo di sfere | 25/20-1000L o R25/20-880/1000 | THK O PMI | |
| 7 | Pompa dell'olio | PGH3-2X/016RE071VU2 | Germania Rexroth | |
| 8 | Set completo di anelli di tenuta per cilindro dell'olio | PARKER USA | PARKER USA | |
| 9 | Set completo di condotte ad alta pressione | 1. GE16 ZSR 3/4EDCF | Giunto per tubi PARKER EO-2 (USA) o giunto per tubi VOSS (Germania). | |
| 2.GE28 LR3/4EDOMDCF | ||||
| 3.W10 ZLCF | ||||
| 4. TH10 ZLR KDSCF | ||||
| 5. WH10 ZSR KDSCF ecc. | ||||
| 10 | Accoppiamento | R38 25/42 | Germania KTR | |
| 11 | Contattore CA | LC1-D1810B7, LC1-D0910B7N ecc. | Schneider | |
| 12 | Interruttore di prossimità | TP-SM5P2 ecc. | TEND | |
| 13 | Capo terminale | UK2.5B, UK10N ecc. | Fenice | |
| 14 | Pulsante | XB2-BVB3LC ecc. | Schneider | |
| 15 | Pittura | Holland SIKKENS | ||
| 16 | Incoronazione | Marchio nazionale (standard) | SREE/UNION | |
| 17 | Incoronazione | Importato (opzione) | VILLA | |
| 18 | Sostenitore anteriore | standard | JFY | |
PR9 100
| NO. | Nome | Modello | Marca | |
| 1 | Sistema CNC | Sistema CNC DA66T o DA52S o DA53T o T-3500T | Olanda DELEM | |
| 2 | Servomotore | ECMA-E21315RS/SGM7G-09AFC61 | DELTA O YASAKAWA | |
| 3 | Azionamento servo | ASD-B2-1521-B/SGD7S-7R6A00A002 | DELTA O YASAKAWA | |
| 4 | Sistema idraulico | Sistema elettroidraulico | Germania Bosch-Rexroth o Germania HOERBIGER | |
| Gruppo di controllo della sincronizzazione | a. valvola di pressione | |||
| b. valvola attiva | ||||
| c. servovalvola proporzionale ecc. | ||||
| gruppo di comando idraulico | a. valvola a cartuccia | |||
| b) valvola di pressione proporzionale | ||||
| c. valvola selettrice | ||||
| d. valvola di decompressione proporzionale | ||||
| e. valvola di pressione ecc. | ||||
| 5 | Guida lineare | 35A-760L O 35E-760L | THK O PMI | |
| 6 | Vite a ricircolo di sfere | 20/25-880/1000 OPPURE R25/20-880/1000 | THK O PMI | |
| 7 | Pompa dell'olio | PGH4-3X/032RE071VU2 | Germania Rexroth | |
| IPVAP5-32 | Germania VOITH | |||
| HQI3-32 | Germania Eckerle | |||
| 8 | Set completo di anelli di tenuta per cilindro dell'olio | PARKER USA | PARKER USA | |
| 9 | Set completo di condotte ad alta pressione | 1. GE16 ZSR 3/4EDCF | Giunto per tubi PARKER EO-2 (USA) o giunto per tubi VOSS (Germania). | |
| 2.GE28 LR3/4EDOMDCF | ||||
| 3.W10 ZLCF | ||||
| 4. TH10 ZLR KDSCF | ||||
| 5. WH10 ZSR KDSCF ecc. | ||||
| 10 | Accoppiamento | R38 25/42 | Germania KTR | |
| 11 | Contattore CA | LC1-D1810B7, LC1-D0910B7N ecc. | Schneider | |
| 12 | Interruttore di prossimità | TP-SM5P2 ecc. | TEND | |
| 13 | Capo terminale | UK2.5B, UK10N ecc. | Fenice | |
| 14 | Pulsante | XB2-BVB3LC ecc. | Schneider | |
| 15 | Pittura | KAILEDI | ||
| 16 | Incoronazione | Marchio nazionale (standard) | SREE/UNION | |
| 17 | Incoronazione | Importato (opzione) | VILLA | |
| 18 | Sostenitore anteriore | standard | JFY | |
PR9 150
| NO. | Nome | Modello | Marca | |
| 1 | Sistema CNC | Sistema CNC DA66T o DA52S o DA53T o T-3500T | Olanda DELEM | |
| 2 | Servomotore | ECMA-E21315RS/SGM7G-09AFC61 | DELTA O YASAKAWA | |
| 3 | Azionamento servo | ASD-B2-1521-B/SGD7S-7R6A00A002 | DELTA O YASAKAWA | |
| 4 | Sistema idraulico | Sistema elettroidraulico | Germania Bosch-Rexroth | |
| Gruppo di controllo della sincronizzazione | a. valvola di pressione | |||
| b. valvola attiva | ||||
| c. servovalvola proporzionale ecc. | ||||
| gruppo di comando idraulico | a. valvola a cartuccia | |||
| b) valvola di pressione proporzionale | ||||
| c. valvola selettrice | ||||
| d. valvola di decompressione proporzionale | ||||
| e. valvola di pressione ecc. | ||||
| 5 | Guida lineare | 35A-760L O 35E-760L | THK O PMI | |
| 6 | Vite a ricircolo di sfere | 20/25-880/1000 OPPURE R25/20-880/1000 | THK O PMI | |
| 7 | Pompa dell'olio | PGH4-3X/032RE071VU2 | Germania Rexroth | |
| IPVAP5-32 | Germania VOITH | |||
| HQI3-32 | Germania Eckerle | |||
| 8 | Set completo di anelli di tenuta per cilindro dell'olio | PARKER USA | PARKER USA | |
| 9 | Set completo di condotte ad alta pressione | 1. GE16 ZSR 3/4EDCF | Giunto per tubi PARKER EO-2 (USA) o giunto per tubi VOSS (Germania). | |
| 2.GE28 LR3/4EDOMDCF | ||||
| 3.W10 ZLCF | ||||
| 4. TH10 ZLR KDSCF | ||||
| 5. WH10 ZSR KDSCF ecc. | ||||
| 10 | Accoppiamento | R38 25/42 | Germania KTR | |
| 11 | Contattore CA | LC1-D1810B7, LC1-D0910B7N ecc. | Schneider | |
| 12 | Interruttore di prossimità | TP-SM5P2 ecc. | TEND | |
| 13 | Capo terminale | UK2.5B, UK10N ecc. | Fenice | |
| 14 | Pulsante | XB2-BVB3LC ecc. | Schneider | |
| 15 | Pittura | KAILEDI | ||
| 16 | Incoronazione | Marchio nazionale (standard) | SREE/UNION | |
| 17 | Incoronazione | Importato (opzione) | VILLA | |
| 18 | Sostenitore anteriore | standard | JFY | |
Pressa piegatrice CNC; pressa piegatrice CNC; macchina piegatrice CNC; pressa piegatrice idraulica CNC; pressa piegatrice CNC in vendita; freno CNC; piegatrice idraulica per lamiera; macchina piegatrice idraulica CNC; piegatrice per lamiera CNC; pressa piegatrice Accurl in vendita; freno per metallo CNC; macchina piegatrice; macchina piegatrice idraulica CNC; macchina piegatrice
